ひと粒の米も
無駄にしたくない
山田錦という酒米は、優秀な農家が丹精込めて育てても、
どうしても5 ~ 10%の等外米が生まれてしまいます。
農家のみなさんは山田錦の等外米を、低価格で泣く泣く手放してきました。
等外米の存在が、農家にとって大きな負担になっていたのです。
私たち旭酒造は、生産農家のみなさんと共に生きていく酒蔵です。
だから等外米と向き合うことは、避けては通れない課題でした。
これまでも等外米を活用する方法を模索してきましたが、
ついに決定打が出ました。
手間暇はかかるけれど、等外米でしかつくることができない、
美味しい酒が完成したのです。


等外米ならもっと磨けるという、
コペルニクス的発想の転換
等外米になぜ等級がつかないのかというと、大きくふたつの理由があります。「粒ぞろいが悪いこと」と、「心白の出現率が低いこと」です。
ある日、社内の勉強会でこれまでの常識を覆すようなアイデアが生まれました。「心白がないのなら、いままで以上の精米歩合で米を磨けるのではないか」というものです。心白は、山田錦の美点です。一方で、心白から砕けてしまうのである程度以上は磨けない、という諸刃の剣でもありました。
そこで、精米機の限界まで等外米を磨いて酒をつくってみることになりました。精米機には砕けた米をふるい落とす網があり、米粒の大きさが6%以下になると網から糠として落ちてしまいます。そこでマージンをとって、8%の精米歩合を目指すことに決めました。8%まで磨くことができれば、「粒ぞろいが悪い」という等外米の欠点も、問題ではなくなります。

10日間かけて、
米を8%まで磨いた男
精米を担当する井手彰二は、等外米を8%まで磨くと聞かされた時のことを、次のように振り返ります。
「真っ先に思ったのは、えっ!? できるのかな、ということです。でも、やったことがない作業だったので、不安と同時にわくわくする気持ちもありました」
実際に作業を始めてみると、予想していなかった事態が待っていたとのことです。
「二割三分の23%だとそういうことは起こらないのですが、8%まで磨くと米が軽くなりすぎて、精米機が空回りをするようになりました。そこで何台かの精米機で磨いた米を1台の精米機に集めて、さらに磨くという作業を行いました。ここにひと手間かかりましたね。作業を始めてみると、通常の精米の2.5倍ぐらいの時間、約10日ほどかかりました。いつになったら終わるんだろうと思いながら、精米をしていたことを覚えています」
苦心の末に精米作業が終わった時は、心からうれしかったといいます。
「仕上がった米を見ると、精米がしっかりとできていたので大きな喜びがありました。山田錦をここまで磨いた例はあまりないと聞いているので、達成感も感じました。最近は精米歩合の数字を競うような風潮があり、必ずしもそれが好ましいとは思いませんが、やはり精米担当としては8%まで磨いたことが自信になります」
現在、旭酒造は22の県から山田錦を仕入れています。井手が普段の業務で心がけていることは、しっかりと見ることで米の性質を把握し、どこの産地の米でも獺祭の味を出せるように精米をすることです。
「農家のみなさんが長い時間をかけて一所懸命に育てた米を無駄にしないで済むというのは、毎日たくさんの米を見ている自分としてもうれしいことです。だからこの挑戦に成功したことには、誇りが持てます」
蔵人 精米チーム 井手彰二
1977年生まれ。旭酒造に入社する前は、関西で営業職に就いていたという、異色のキャリアを持つ。入社以来、精米ひと筋で腕を磨いてきた。

農家が育てた米が
輪廻して電力となる
獺祭という大吟醸酒をつくる過程では、どうしても米糠が発生します。山田錦を二割三分まで磨けば、残りの77%が米糠となってしまうのです。
現在、年間で約9000トンの山田錦を購入していますが、6400~6500トンは米糠になる計算です。この副産物をどうするかを、旭酒造は常に考えてきました。そして、米糠をみりんの原料にしたり、様々な食品の原料として使うことに取り組んできました。
ほかにも、なるべく無駄をなくすような取り組みを続けています。たとえば等外米を用いた「獺祭甘酒」は、おかげさまで高い評価をいただいています。また、いい酒をつくるには、どうしても一定量の酒粕が生まれます。この酒粕を用いてつくった「獺祭焼酎」も、よく知られる存在になりました。
さらには焼酎をつくる過程で発生する焼酎粕を再発酵し、有効活用することにも取り組んでいます。これは山口大学との産学共同のプロジェクトで、生産の過程で発生する残滓と排水をエタノール発酵させるものです。ここやその他のプロセスで生じたエタノールは消毒用アルコールとして使うほか、発電にも用います。最終的には旭酒造に含水エタノールを使うことができるエンジン発電機を設置し、発電までの一連のプロセスを検証します。この試験のためのプラントが、ようやく完成しました。
「SDGs」や「持続可能な循環型社会」という言葉で語るには、旭酒造の取り組みはまだまだ物足りないということは承知しています。けれども、酒蔵として何ができるのかを、ずっと追いかけてきたことは間違いありません。ひと粒のお米も無駄にしたくない。できるだけ廃棄物を減らしたい。そんな想いが、この「獺祭未来へ農家と共に」という酒に込められています。

創造とイノヴェーションに
旭酒造はチャレンジします
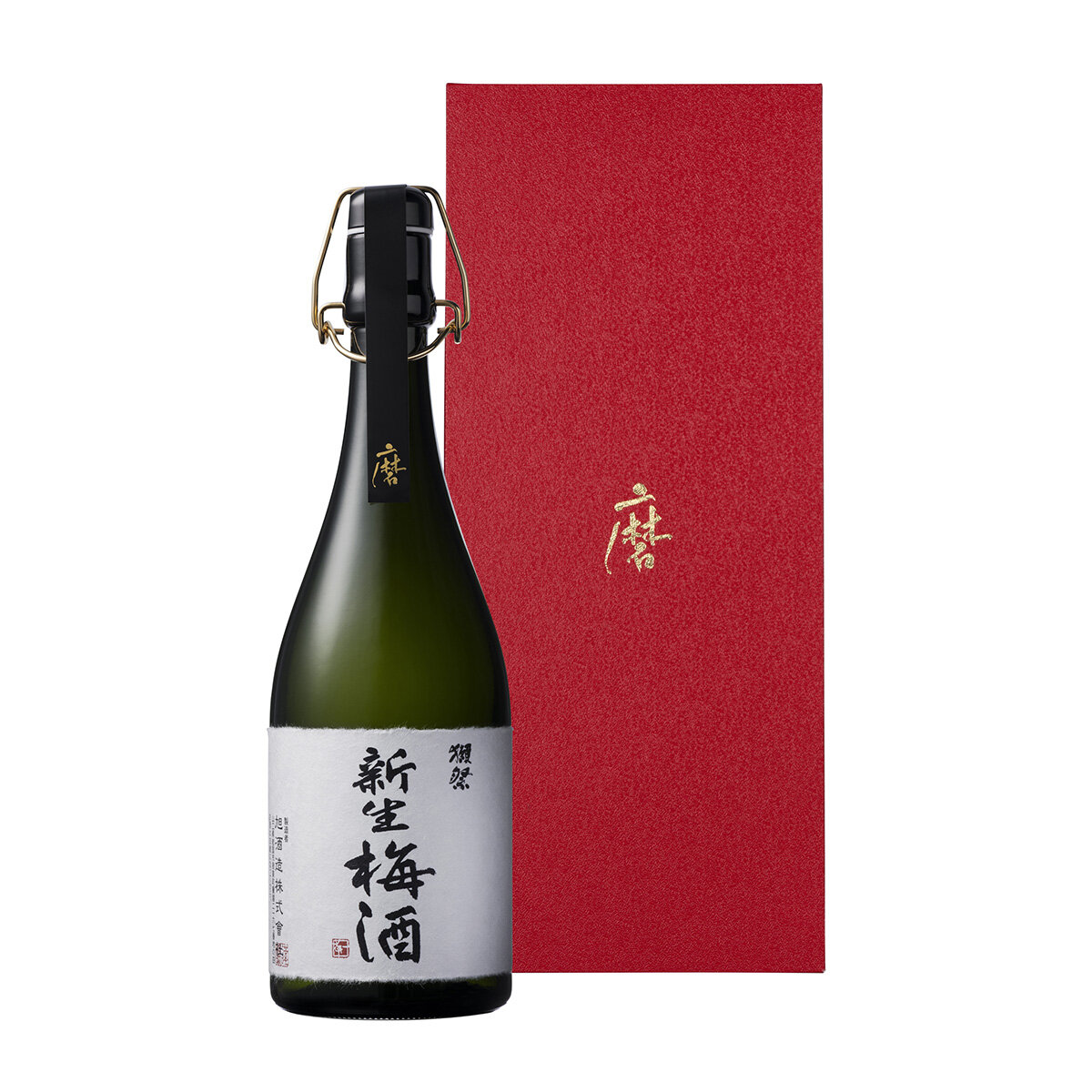
獺祭 未来へ 農家と共に
山田錦等外米 精米歩合8%
獺祭 未来へ 農家と共に 720ml / 18,700円(税込)
※獺祭ストアおよび空港免税店にて数量限定販売